
Welding laşê gerîdeyê: meriv çawa bixwe dike
Contains
Jiyana karûbarê laşên gerîdeyên nûjen nayê gotin dirêj. Ji bo otomobîlên navxweyî, herî zêde deh sal e. Laşên otomobîlên biyanî yên nûjen hinekî dirêjtir dijîn - bi qasî panzdeh salan. Piştî vê heyamê, xwediyê gerîdeyê dê bê guman dest pê bike ku nîşanên wêrankirinê bibîne, ku pê re dê tiştek were kirin. Wekî din, laş dikare di dema qezayê de zirarê bibîne. Sedem çi dibe bila bibe, çareserî hema hema her gav yek e: kelandin. Heke hûn ji şiyanên xwe ewle ne, hûn dikarin hewl bidin ku welding laşê gerîdeyê bi destên xwe bikin.
Contains
- 1 Cure û taybetmendiyên makîneyên welding
- 1.1 Welding nîv-otomatîk
- 1.2 Meriv çawa bi inverterê çêdike
- 1.3 Ji ber vê yekê divê hûn kîjan rêbazê hilbijêrin?
- 2 Amadekirin û verastkirina amûran
- 2.1 Amadekirina ji bo welding nîv-otomatîkî ya laşê otomobîlê
- 2.2 Berî destpêkirina inverterek divê çi were kirin
- 3 Tedbîrên Welding
- 4 Pêvajoya welding laşê otomobîlê ya nîv-otomatîk
- 4.1 Amûr û materyalên DIY
- 4.2 Rêzeya operasyonên ji bo welding nîv-otomatîk
- 4.3 Dermankirina deryaya weldê li dijî korozyonê
Cure û taybetmendiyên makîneyên welding
Hilbijartina teknolojiya welding ne ew qas bi makîne û xerckirinê, lê bi cîhê zirarê ve girêdayî ye. Werin em ji nêzîk ve lê binêrin.
Welding nîv-otomatîk
Piraniya xwedan otomobîl û karmendên karûbarê gerîdeyê tercîh dikin ku makîneyên nîv-otomatîk bikar bînin. Sedema sereke ya populerbûna wan rehetî ye. Bi amûrek nîv-otomatîkî re, hûn dikarin zirara herî piçûk jî ku li cîhên herî nerehet ên li ser laşê gerîdeyê pêk tê çêkin.
Ji hêla teknîkî ve, ev teknolojî hema hema wekî welding kevneşopî ye: amûrek nîv-otomatîk jî veguherînerek niha hewce dike. Cudahiya tenê di madeyan de ye. Ev celeb welding ne hewceyê elektrodê ye, lê têlek taybetî ya bi sifir, ku pîvana wê dikare ji 0.3 heta 3 mm diguhere. Û makîneya nîv-otomatîk ji bo karbondîoksîtê hewce dike.
Sifir li ser têlê pêwendiya elektrîkê pêbawer peyda dike û wekî herikîna weldingê tevdigere. Û karbondîoksîtê, ku bi domdarî ji kevana weldingê re tê peyda kirin, nahêle oksîjena ji hewayê bi metala ku tê weld kirin re bertek nîşan bide. Nîv-otomatîk sê avantajên girîng hene:
- leza xwarina têlê di cîhaza nîvotomatîk de dikare were sererast kirin;
- dirûvên nîv-otomatîk xweş û pir zirav in;
- hûn dikarin amûrek nîvotomatîk bêyî karbondîoksîtê bikar bînin, lê di vê rewşê de hûn neçar in ku têlek weldingê ya taybetî bikar bînin, ku tê de herikînek heye.
Di rêbaza nîv-otomatîkî de dezawantaj jî hene:
- ne ew qas hêsan e ku meriv elektrodên jorîn ên bi fluksê di firotanê de bibîne, û ew bi kêmî ve du caran ji ya gelemperî lêçûn in;
- dema ku karbondîoksîtê bikar bînin, ne bes e ku meriv silindirê bixwe bigire. Di heman demê de hûn ê hewceyê kêmkerek zextê jî bikin, ku dê hewce bike ku pir rast were sererast kirin, wekî din hûn dikarin çîpên kalîteya bilind ji bîr bikin.
Meriv çawa bi inverterê çêdike
Bi kurtasî, înverter hîn jî heman makîneya weldingê ye, tenê frekansa veguherîna heyî di wê de ne 50 Hz, lê 30-50 kHz e. Ji ber zêdebûna frekansê, inverter çend avantajên xwe hene:
- pîvanên makîneya weldingê ya inverter pir tevlihev in;
- Inverter li hember voltaja seretayî ya nizm hesas in;
- guhêrbar bi şewitandina kevana welding re ti pirsgirêk tune;
- tewra welderek nûjen jî dikare înverterê bikar bîne.
Bê guman, dezavantaj jî hene:
- di pêvajoya weldingê de, elektrodên stûr ên bi pîvana 3-5 mm têne bikar anîn, û ne têl;
- di dema welding inverter de, keviyên metala ku têne weld kirin pir germ in, ku dikare bibe sedema deformasyona termal;
- dirûş her gav ji dema welding bi amûrek nîv-otomatîkî stûrtir derdikeve.
Ji ber vê yekê divê hûn kîjan rêbazê hilbijêrin?
Pêşniyara gelemperî hêsan e: Heke hûn plan dikin ku beşek laşê ku li ber çavê vekirî ye biqelînin, û xwediyê otomobîlê ji hêla drav ve nayê asteng kirin û bi makîneyek welding re xwedan ezmûnek e, wê hingê amûrek nîvotomatîk bijareya çêtirîn e. Û heger zerar ji alîkî ve neyê dîtin (mînak, binî xera bûye) û xwediyê makîneyê di weldingê de nebaş be, wê hingê çêtir e ku meriv bi înverterek çêbike. Ger destpêkek xeletiyek bike jî bihayê wê zêde nabe.
Amadekirin û verastkirina amûran
Bêyî ku kîjan rêbazê weldingê hatî hilbijartin, divê çend operasyonên amadekariyê bêne kirin.
Amadekirina ji bo welding nîv-otomatîkî ya laşê otomobîlê
- berî ku dest bi xebatê bike, welder pêdivî ye ku pê ewle bibe ku kanala rêberî ya di meşaleya weldingê de bi pîvana têla tê bikar anîn re têkildar e;
- Di dema hilbijartina tîpek weldingê de divê pîvana têl were hesibandin;
- nozzle ya amûrê ji bo rijandina metal tê kontrol kirin. Ger ew in, pêdivî ye ku ew bi kaxezek sandê werin rakirin, wekî din dê nozzle zû têk bibe.
Berî destpêkirina inverterek divê çi were kirin
- pêbaweriya girêdanên elektrodê bi baldarî tê kontrol kirin;
- yekbûna însulasyona li ser kabloyan, hemî girêdan û li ser xwedan elektrîkê tê kontrol kirin;
- pêbaweriya girêdanên kabloya welding ya sereke tê kontrol kirin.
Tedbîrên Welding
- Hemî karê weldingê tenê di kincên hişk ên ku ji materyalên neşewitî, destmal û maskek parastinê hatine çêkirin de têne kirin. Ger welding li jûreyek bi zemînek metalî were kirin, pêdivî ye ku meriv çîçek gomîkî an pêlavên gomî bikar bîne;
- makîneya welding, bêyî ku celebê wê be, divê her gav were zexm kirin;
- di welding inverter de, pêdivî ye ku balek taybetî li ser kalîteya xwedan elektrodê were dayîn: Xwediyên elektrod ên baş dikarin heta 7000 girêkên elektrodê bisekinin bêyî ku zirarê bidin însulasyonê;
- bêyî ku celebê makîneya weldingê be, pêdivî ye ku her gav li ser wê şikestinan werin bikar anîn, ku gava ku herikînek bêserûber çêdibe bi rengek serbixwe çerxa elektrîkê dişkîne;
- Odeya ku tê de welding tê kirin divê baş were hewa kirin. Ev ê ji berhevkirina gazên ku di pêvajoya weldingê de têne berdan û xetereyek taybetî ji bo pergala bêhnfirehiya mirovî temsîl dike dûr bikeve.
Pêvajoya welding laşê otomobîlê ya nîv-otomatîk
Berî her tiştî, bila em li ser alavên pêwîst biryar bidin.
Amûr û materyalên DIY
- Makîneya weldingê ya nîv-otomatîk BlueWeld 4.135.
- Welding wire bi cilê sifir, diameter 1 mm.
- Kaxezek mezin.
- Reducer ji bo kêmkirina zextê.
- Sîlîndera karbondîoksîtê bi kapasîteya 20 lître.
Rêzeya operasyonên ji bo welding nîv-otomatîk
- berî weldingê, devera zirarê ji hemî gemaran bi kaxezek sandê tê paqij kirin: rust, primer, boyax, rûn;
- beşên metal ên wellandî bi tundî li hember hev têne çewisandin (heke hewce bike, destûr tê dayîn ku kelûpelên cihêreng, pêlên demkî an pêlên xweser bikar bînin);
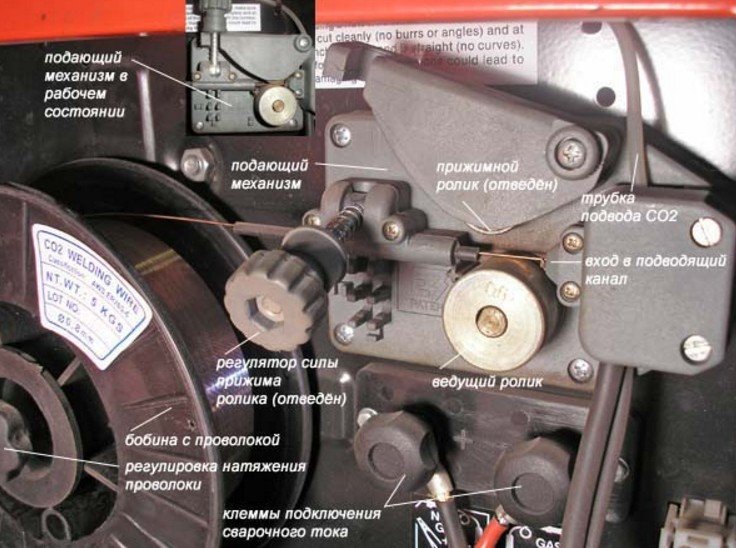
- wê hingê divê hûn panela pêşîn a makîneya welding bi baldarî bixwînin. Ev in: Guhestina, regulator niha welding û regulator leza feed wire;

Cihê guhêrkan li ser panela pêşîn a welder BlueWeld
- naha kêmkerek wekî ku di wêneyê de tê xuyang kirin bi sîlîndera karbondîoksîtê ve girêdayî ye;
Amûra kêmkirinê bi silindirek karbondîoksîtê ve girêdayî ye
- bobîna bi têl welding di nav amûrê de tê sabît kirin, piştî ku dawiya têlê di nav xwarinê de tê birîn;
Welding wire di nav feeder de tê xwarin
- nozê li ser şewatê bi pencere tê xêzkirin, têl di qulikê de tê xêzkirin, dûv re çîçek paşde tê çikandin;
Rakirina nozzle ji meşaleya welding
- piştî şarjkirina amûrê bi têlê, bi karanîna guheztinên li ser panela pêşîn a cîhazê, polarîteya herika welding tê danîn: plus divê li ser xwedêgira elektrodê be, û minus li ser şewitandinê be (ev bi navê polarîteya rasterast, ya ku dema bi têlên sifir re tê xebitandin tê danîn. Heke welding bi têlên asayî û bêyî pêçek sifir were kirin, wê hingê divê polarîtî berevajî bibe);
- makîne niha bi torê ve girêdayî ye. Meşaleya bi xwedaya elektrodê tê birin qada ku berê hatî amadekirin da ku were wellandin. Piştî pêlkirina bişkojka li ser xwedan elektrodê, têl germ dest pê dike ku ji nozzle derkeve, di heman demê de peydakirina karbondîoksîtê vedibe;
Pêvajoya welding laşê otomobîlek bi makîneyek nîv-otomatîkî
- heke welding dirêj be, wê hingê welding di çend gavan de tê kirin. Pêşîn, devera ku were weld kirin di çend xalan de "teqandin". Dûv re li ser xeta girêdanê 2-3 seamên kurt têne çêkirin. Divê 7-10 cm ji hev dûr bin, divê 5 deqîqe sar bibin;
Çend pêşbirkên kurt
- û tenê piştî wê beşên mayî di dawiyê de têne girêdan.
Kevirên laşê zirardar bi domdarî têne weld kirin






Dermankirina deryaya weldê li dijî korozyonê
Di dawiya weldingê de, pêdivî ye ku seam were parastin, wekî din ew ê zû hilweşe. Vebijêrkên jêrîn mimkun in:
- heke çîp ji ber çavan û li cîhek bi hêsanî tê gihîştin be, wê hingê ew bi çend qatên deryaya otomotîvê tê pêçan (tewra vebijarkek yek-pêkhatî ya budceyê, wek Body 999 an Novol, dê bike). Ger hewce be, sealant bi spatula ve tête kirin û boyax kirin;
- heke welda bikeve ser valahiyek hundurîn a ku tê de zehmet e ku meriv ji hundur ve were hilberandin, wê hingê sprayên parastinê yên pneumatîk têne bikar anîn. Ew ji kompresorek pneumatîk, şûşeyek spreyê ji bo rijandina parastinê (wek mînak Movil) û lûleyek plastîk a dirêj a ku diçe nav valahiya dermankirî pêk tê.
Ji ber vê yekê, hûn dikarin laşek zirarê bi xwe bişewitînin. Tewra ku destpêkek bê guman xwedan ezmûnek tune be jî, divê hûn aciz nebin: hûn her gav dikarin pêşî li ser perçeyên metalê yên bermayî pratîk bikin. Û divê baldariyek taybetî ne tenê ji alavên parastina kesane, lê di heman demê de ji alavên ewlehiya agir re jî were dayîn. Pêdivî ye ku vemirandina agir her dem ji bo welderek nûjen li ber dest be.
3 comments
Syed
Çi eleqeya van wêneyên bêaqil bi otomobîl û mijara gotarê re heye?
Jê rakin, şerm bikin
Anonymous
Ev wêneyên din çi ne, ji kerema xwe weşanê nekin
Gulan
Ew pir baş û nûjen in