Hilberên şantajê û guheztina wan
Contains
Mişka crank yek ji beşên sereke yên her wesayîtek bi motora pistonê ye. Yeka veqetandî ji amûr û mebesta kelmêşê re tê veqetandin. Naha em biaxivin ka çi ji wê re dibe alîkar ku ew bi hêsanî tevbigere. Ka em li ser inserts biaxivin.
Rêzik di navbera kovarên sereke yên tîrêjê û nivînê de di bloka silindirê de, û her weha di navbera kovarên girêbayê û rûyê hundurê serê jêrîn ên girêkên girêdanê de têne saz kirin. Di rastiyê de, ev hilgirên sade ne ku di dema zivirîna şaftê de kêşanê kêm dikin û rê li ber tevlihevkirinê digirin. Hilberên gêr li vir nayên sepandin, ew bi hêsanî nikarin ji bo demek dirêj li ber van şert û mercên xebitandinê bisekinin.
Digel kêmkirina felqê, xet dihêlin ku hûn parçeyên rast bi cîh bikin û navend bikin. Karûbarek din a girîng a wan belavkirina rûnê bi avakirina fîlimek rûnê li ser rûyê perçeyên hevgirtî ye.
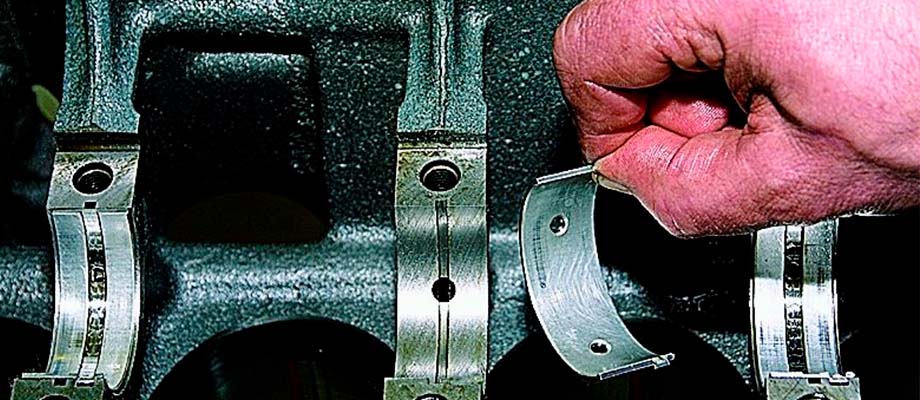
Вкладыш представляет собой составную деталь из двух плоских металлических полуколец. В паре они полностью охватывают шейку коленвала. На одном из торцов полукольца имеется замок, с его помощью вкладыш фиксируется в посадочном месте. В упорных подшипниках делаются буртики — боковые стенки, которые также позволяют фиксировать деталь и не дают валу смещаться по оси.

Di nîv-zingilan de yek an du kun hene, ku bi wan re lubrîkasyon tê peyda kirin. Li ser xetên, ku li kêleka kanala neftê ne, xelekek dirêjî tê çêkirin, ku pê re lubricant dikeve qulikê.
 Hilgir xwedan avahiyek pirreng e ku li ser bingehek pola ye. Li aliyê hundurîn (xebitîn), pêvekek dij-xitimandinê li ser tê sepandin, ku bi gelemperî ji çend qatan pêk tê. Du binecureyên strukturî yên xêzikan hene - bimetallic û trimetallic.
Hilgir xwedan avahiyek pirreng e ku li ser bingehek pola ye. Li aliyê hundurîn (xebitîn), pêvekek dij-xitimandinê li ser tê sepandin, ku bi gelemperî ji çend qatan pêk tê. Du binecureyên strukturî yên xêzikan hene - bimetallic û trimetallic.

Ji bo yên bimetalîk, li ser bingehek pola ya bi qalindahiya 1 heya 4 mm pêvekek dij-kêşanê ya 0,25 ... 0,4 mm tê sepandin. Ew bi gelemperî metalên nerm hene - sifir, tin, lîber, aluminium di rêjeyên cûda de. Zêdekirina zinc, nîkel, silicon û madeyên din jî mimkun e. Bi gelemperî di navbera bingeh û qata dij-kêşanê de binerdek aluminium an sifir heye.
Di hilgirê sê-metal de tebeqeyek din a tenik a serpê heye ku bi tin an sifir re têkelkirî ye. Ew pêşî li korozyonê digire û xiftana tebeqeya dij-kêşanê kêm dike.
Ji bo parastina zêde di dema veguheztinê û xebitandinê de, nîv-zingil dikarin li her du aliyan bi tenekê werin pêçan.
Struktura xêzên kelmêş ji hêla ti standardan ve nayê rêve kirin û dibe ku ji hilberîner heya hilberîner cûda bibe.
Liner beşên cûrbecûr rast in ku di dema zivirîna mîlê crank de di nav hin sînoran de valahiyan peyda dikin. Lubrîkant di bin zextê de di nav qulikê de tê xwarin, ku, ji ber veguheztina eksentrîk a şaftê, bi navê çîçek rûnê çêdike. Di rastiyê de, di bin şert û mercên normal de, kelmêş bi hilgirtinê nagire, lê li ser çîçek rûnê dizivire.
Kêmbûna zexta neftê an kêmbûna vîskozîteyê, germbûna zêde, dûrketina pîvanên parçeyan ji yên binavkirî, nehevkirina axînan, ketina keriyên biyanî û sedemên din dibin sedema binpêkirina felqê. Dûv re li hin deveran kovarên şaft û xêzik dest pê dikin. Pevçûn, germkirin û kişandina parçeyan zêde dibe. Bi demê re, pêvajo dibe sedema têkçûna hilgirtinê.
Piştî hilweşandin û rakirina xêzikan, sedemên cilê dikare ji hêla xuyangê ve were darizandin.

Xetên xerabûyî an jî xerabûyî nayên tamîrkirin û tenê bi yên nû têne guheztin.
Pirsgirêkên muhtemel ên xêzikan dê ji hêla lêdanek metalîkî ya lal ve werin rapor kirin. Her ku motor germ dibe an jî bar zêde dibe ew dengtir dibe.
Ger ew bi leza mîlê crank de dixe, wê hingê rojnameyên sereke an hêlînên sereke bi giranî xira dibin.
Ger lêdan bi frekansek du qat kêmtir ji leza kelmêş çêdibe, wê hingê hûn hewce ne ku li kovarên girêkê û rêzikên wan binêrin. Gerdena pirsgirêk bi vekirina nozzle an çirûskê ya yek ji silindiran bi hûrgulî were destnîşankirin. Ger lêdan winda bibe an jî bêdengtir bibe, wê hingê pêdivî ye ku çîpa girêdanê ya têkildar were teşhîs kirin.
Nerasterast, pirsgirêkên stû û xêzikan bi daketina zextê di pergala lubrîkasyonê de têne destnîşan kirin. Bi taybetî, heke ev yek piştî germbûna yekîneyê di betaliyê de were dîtin.
Hêlên sereke û girêdanê ne. Ya yekem di kursiyên di laşê BC de têne danîn, ew rojnameyên sereke vedigirin û beşdarî zivirîna nerm a şaftê bixwe dibin. Yên paşîn di serê jêrîn ê tîrêja pêwendiyê de têne avêtin û bi wê re kovara girêbayê ya kelmêş vedigire.
Ne tenê behîng dikevin ber cilê, lê di heman demê de kovarên şaftê jî têne guheztin, ji ber vê yekê guheztina çîçeka xwerû bi çîçek pîvana standard dibe ku bibe sedema ku paqijî pir mezin be.
Dibe ku ji bo telafîkirina cil û bergên kovarê hewce be bearingsên mezin ên bi qalindahiya zêde. Wekî qaîdeyek, xêzên her mezinahiya tamîrê ya paşîn çaryek mîlîmetre ji ya berê stûrtir in. Hêlên tamîrkirina yekem 0,25 mm ji pîvana standard stûrtir in, yên duyemîn 0,5 mm stûrtir in, û hwd. Her çend di hin rewşan de gavê mezinahiya tamîrkirinê dikare cûda be.
Ji bo destnîşankirina asta kinbûna kovarên kelmêş, pêdivî ye ku ne tenê pîvaza wan were pîvandin, lê di heman demê de ji bo ovality û taperê jî were teşhîs kirin.
Ji bo her stûyê, bi karanîna mîkrometreyekê, pîvandin di du balafirên perpendîkuler A û B de di sê beşan de têne çêkirin - beşên 1 û 3 bi çaryeka dirêjahiya stûyê ji çîpkan têne veqetandin, beşa 2 di navîn de ye.

Cûdahiya herî zêde di navberên ku di beşên cihêreng de têne pîvandin, lê di heman balafirê de, dê nîşana taperê bide.
Cûdahiya di pîvanan de di balafirên perpendîkular de, ku di heman beşê de tê pîvandin, dê nirxa ovality bide. Ji bo diyarkirina rasttir a asta cilê ovalê, çêtir e ku meriv her 120 pileyan di sê balafiran de bipîve.
Paqijkirin
Nirxa paqijkirinê cûdahiya di navbera pîvana hundurê xêzikê û pîvana stûyê de ye, ku bi 2 ve tê dabeş kirin.
Diyarkirina pîvana hundurê xetê, nemaze ya sereke, dikare dijwar be. Ji ber vê yekê, ji bo pîvandinê hêsan e ku meriv têlek plastîk a kalibrated Plastigauge (Plastigage) bikar bîne. Pêvajoya pîvandinê wiha ye.
- Gerden ji rûnê paqij bikin.
- Parçeyek darê kalibrated li ser rûyê ku were pîvandin bi cîh bikin.
- Bi kulmek torkê girêkan li ser torka binavkirî zexm bikin, kapa hilgirê saz bikin.
- Çermê çolê nezivirînin.
- Naha çîtikê vekin û qapaxê jê bikin.
- Şablona kalibrasyonê li ser plastika pêçandî bicîh bikin û valahiya ji firehiya wê diyar bikin.

Ger nirxa wê di nav tixûbên destûr de nemîne, divê stû bi mezinahiya tamîrê were zev kirin.
Stû bi gelemperî neyeksan dikevin, ji ber vê yekê divê hemî pîvan ji bo her yek ji wan bêne girtin û paqij kirin, ku bibe sedema yek mezinahiyek tamîrkirinê. Tenê wê hingê hûn dikarin xêzikan hilbijêrin û saz bikin.
Dema ku ji bo guheztinê pêvekan hilbijêrin, pêdivî ye ku meriv rêza modela motorên şewitandina hundurîn li ber çavan bigire, û wusa diqewime ku tewra modelek taybetî ya motora şewata navxweyî jî hebe. Di pirraniya bûyeran de, hilgirên ji yekîneyên din dê li hev nebin.
Pîvana binavkirî û tamîrkirinê, nirxên paqijkirinê, toleransên mimkun, torques bolt û parametreyên din ên ku bi kelmêş ve girêdayî ne dikarin di manuala tamîrkirinê ya gerîdeya we de werin dîtin. Hilbijartin û sazkirina xêzkeran divê li gorî rêgez û nîşaneyên ku li ser çîp û laşê BC hatine mohrkirin, were kirin.
Pêvajoya rast a ji bo guheztina behîvan bi hilweşandina tam a şeftê ve girêdayî ye. Ji ber vê yekê, divê hûn motorê derxînin. Ger şert û mercên guncav, komek amûr, ezmûn û daxwazek we hebe, wê hingê hûn dikarin bidomînin. Wekî din, hûn li ser riya karûbarek gerîdeyê ne.
Berî ku qapaxên xêzikan werin rakirin, divê ew werin jimartin û nîşankirin da ku di dema sazkirinê de li cîhên xwe yên orîjînal û di heman pozîsyonê de werin bicîh kirin. Ev di heman demê de ji bo xêzikan jî derbas dibe, heke ew di rewşek baş de bin û karanîna wan a pêştir tê hêvî kirin.
Şaft, xêz û parçeyên hevjînê yên jêkirî bi tevahî têne paqij kirin. Rewşa wan tê kontrol kirin, divê baldariyek taybetî were dayîn ji bo kontrolkirina paqijiya kanalên neftê. Ger xêzikan kêmasiyên wan hebin - şûştin, delamînasyon, şopên helandinê an zeliqandinê - wê hingê pêdivî ye ku ew werin guheztin.
Wekî din, pîvandinên pêwîst têne kirin. Li gorî encamên ku hatine bidestxistin, stû têne paqij kirin.
Ger xêzên bi mezinahiya xwestî hebin, wê hingê hûn dikarin bi sazkirina kelmêşê bidomînin.
Meclîsa
Yên ku ji bo danîna di nav nivîna BC-ê de têne armanc kirin, ji bo rûnkirinê xelekek heye, û ew nîv zengilên ku di nav qapkan de têne danîn, xwedan xelek nînin. Hûn nikarin cihên wan biguherînin.
Berî sazkirina hemî xêzikan, rûberên wan ên xebatê, û her weha jûrneyên mîlê crank, divê bi rûnê rûnê rûnê.
û bearing di nav nivîna bloka silindirê de têne saz kirin, û kelmêş li ser wan tê danîn.
Pêlên hilgirên sereke li gorî nîşan û nîşaneyên ku di dema hilweşandinê de hatine çêkirin têne danîn. Pîlan di 2-3 derbasbûnê de li gorî torqueya pêwîst têne hişk kirin. Pêşîn, qapaxa hilgirtina navendî tê zexmkirin, dûv re li gorî nexşeyê: 2-mîn, 4-mîn, xêza pêş û paşîn.
Dema ku hemî kelûpel têne hişk kirin, çîpek bizivirînin û pê ewle bibin ku zivirandin hêsan û bê zeliqandî ye.
Çiyayên girêdanê. Pêdivî ye ku her pêçek li ser çîpa xweya girêdanê were danîn, ji ber ku borandina wan a fabrîkî bi hev re tê çêkirin. Girtiyên guhê divê li heman alî bin. Pîlan li ser torque ya pêdivî ye.
Li ser Înternetê gelek pêşnîyarên ji bo guheztina birgan bêyî ku hewcedariya pêvajoyek rakirina pir dijwar hebe hene. Rêbazek weha ev e ku meriv pêçek an çîçek bikar bîne ku têxe qulika rûnê stûyê. Ger hewce be, serê pêlavê divê were zexm kirin da ku ew bi bilindahî ji qalindahiya xêzikê derbas nebe û bi serbestî di nav valahiyê de derbas bibe. Dema ku şeftê dizivire, serê wê li hember dawiya nîv zengila hilgirê bisekine û wê derxe derve. paşê, bi rengekî heman rengî, li şûna ya ku hatî derxistin deverek nû tê danîn.
Bi rastî, ev rêbaz dixebite, û metirsiya zirarê li tiştek piçûk e, hûn tenê hewce ne ku hûn ji qulika vekolînê bigihîjin çolê. Lêbelê, ew dikare encamên nediyar hebe, ji ber vê yekê hûn ê wê li ser xeter û xetereya xwe bikar bînin.
Pirsgirêka rêbazên gelerî yên weha ev e ku ew kêşe û pîvandinên hûrgulî yên kelmêş peyda nakin û bêkêmasî hûrkirin û bicîhkirina stûyan ji holê radikin. Her tişt bi çavan tê kirin. Wekî encamek, pirsgirêk dibe ku veşêre, lê piştî demekê ew ê dîsa xuya bibe. Ev herî baş e.
Guhertina xêzên têkçûyî bêyî guheztina cil û bergên kovarên kelmêş pir ne hêja ye. Di dema operasyonê de, stû dikare, wek nimûne, şeklê ovalekê bigire. Dûv re guheztinek hêsan a xetê hema hema garantî ye ku rê li ber zivirîna wê di demek nêzîk de bigire. Wekî encamek, bi kêmanî dê li ser mîlê kerpîçê qut bibin û pêdivî ye ku ew were şûştin, û wekî herî zêde, tamîrek cidî ya motora şewitandina navxweyî dê hewce bike. Ger bizivire, dibe ku têk biçe.
Paqijkirina nerast jî dê bibe sedema encamên neyînî yên giran. Backlash bi lêdan, lerizîn û hê bêtir cil û berg ve tije ye. Ger valahiya, berevajî, ji ya destûr kêmtir be, wê hingê xetera tevlihevkirinê zêde dibe.
Her çend bi dereceyek hindik be jî, beşên din ên hevjîniyê hêdî hêdî diqefilin - serê çîpên girêdanê, nivîna kelmêş. Divê ev jî neyê jibîrkirin.